很多老板总觉得,仓库不就是个“堆货的地方”,管好门、记好账,不出错就行。殊不知,仓库可是生产的“粮草库”,生产要的所有物料都在这,缺了它,生产根本推进不了;它也是成本控制的“核心阵地”,管好仓库,就能少浪费、少亏损;更是企业供应链的“咽喉”——仓库乱,生产就跟着乱;仓库高效,生产才能顺顺畅畅。
今天就把仓库管理的“黄金7步闭环”,一步步拆透,每一步都贴合生产现场,既有底层逻辑,又有能直接落地的操作方法,不管你是中小型工厂,还是大型制造企业,照搬着用就行,彻底告别仓库混乱、损耗失控的困境。这7步就是:验收入库→定置存放→账卡一致→先进先出→按单发料→循环盘点→退废核销。
第一步验收入库:严守源头质量关
验收入库,是仓库管理的第一道防线,也是最容易被大家忽视的环节。很多工厂出现生产质量问题、物料损耗过大,追根溯源,都是因为“入库没把好关”——要么漏查数量,要么不验质量,要么不核规格,最后引发一系列麻烦。
结合生产现场的实操经验,验收入库必须遵循“三查、三核、一确认”的原则,坚决拒绝“凭感觉、凭经验”入库,做到有据可查、责任到人。
✅ 实操要点(直接落地):
三查:查外观,看看物料有没有破损、生锈、变形,有问题直接拒收;查规格,对照采购单、送货单,确保型号、尺寸、材质都对得上,不能有一点偏差;查质量,关键物料一定要抽样检测,比如电子元件测性能、五金件测硬度,抽样率不能低于30%,不合格就不收。
三核:核送货单,确认供应商信息、物料名称、数量都写得清清楚楚,没有模糊不清的地方;核采购订单,看看物料规格、交货周期,是不是和我们当初订的一致;核合格证明,关键物料必须提供出厂检验报告,没有证明的,一律拒收,别抱有侥幸心理。
一确认:验收合格后,仓管、质检、送货员三个人都要签字确认,这样才能入库,少一个人签字都不行,明确责任,避免后续扯皮。
至于不合格的物料,当场就要拍照留证——破损部位、面单、物料标签,这3张图缺一不可,然后贴好“不合格”的标识,放到专门的不良品区,当天就联系供应商退换货,绝对不能让它流入生产线,不然麻烦更大。
第二步定置存放:分区分类标准化管理
“找货半小时,取货5分钟”,这是很多工厂仓库的常态,相信做仓管、做生产的朋友,都深有体会。物料乱堆乱放、货架没有标识、不同规格的物料混在一起,不仅浪费仓管的时间,还容易发错料、造成物料损耗,甚至耽误生产进度,太影响效率了。
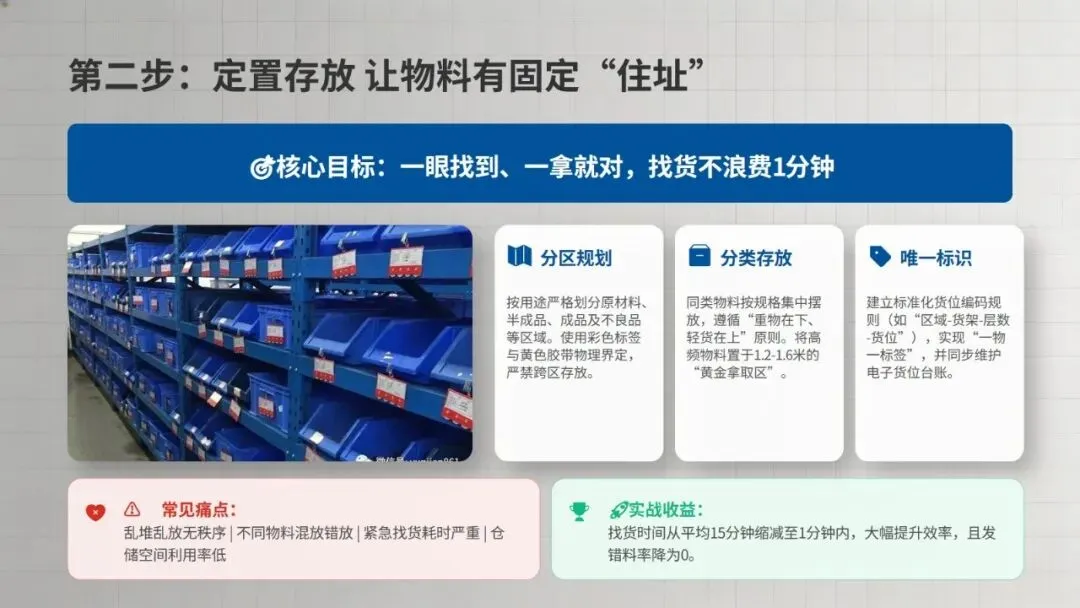
定置存放的核心,就是“分区、分类、标识清晰”,让仓管、车间领料员,一眼就能找到物料,一拿就对,同时还能提高仓库空间利用率,避免旺季爆仓、淡季空置的浪费。
✅ 实操要点(直接落地):
分区规划:按物料的用途、属性、周转速度来分区,比如原材料区、半成品区、成品区、不良品区、废料区、待检区,每个区域用不同颜色的标签区分,比如原材料区贴蓝色、成品区贴绿色,区域边界用黄色胶带标清楚,严禁跨区堆放,别图方便乱摆。
分类存放:同一个区域里,再按物料的规格、型号、大小分类,比如原材料区再分成五金类、电子类、塑料类,每类物料集中存放。记住一个原则:大货放底层、轻货放上层,经常用的高频周转物料,放货架1.2-1.6米的“腰部区域”,伸手就能拿到,不用弯腰踮脚,节省时间。
标识清晰:每个货架、每个货位,都要贴“唯一标识”,格式就用“区域-货架-层数-货位”,比如“原材料区-A货架-2层-01”,标识上要注明物料名称、规格、单位、负责人,做到“一物一标识、一货一位置”,哪怕是新人,也能快速找到物料。
另外,用Excel做个货位台账,把每个物料的存放位置标清楚,更新及时,新人上手也能很快适应,不用反复问老员工。
第三步账卡一致:实现账、卡、物三相符
账卡一致,是仓库管理的核心要求,也是企业成本核算、制定采购计划的基础。很多工厂出现“账面有货、实际缺货”“账面缺货、实际积压”的情况,本质上就是账卡管理混乱,数据滞后、错漏频发。据行业调研,有62.3%的企业,都存在账面库存与实际库存不符的问题,这个比例真的不低。
这里跟大家说清楚,“账”就是仓库的台账,包括电子台账和纸质台账;“卡”是贴在货位上的货位卡,专门记录物料出入库的数量和日期;“物”就是仓库里实际存放的物料,这三者必须实时一致,不能有任何偏差,不然会影响整个生产计划。
✅ 实操要点(直接落地):
实时更新:物料入库、出库后,仓管必须在1小时内更新台账和货位卡,注明出入库数量、日期、经手人,严禁“攒着记、补着记”,一旦数据滞后,很容易出现账实不符的情况。
双向核对:每天下班前10分钟,仓管要核对当天的出入库单据,再对照货位卡,盘点重点物料,确保“账卡一致”;每周还要核对一次台账与实际物料,发现偏差,立即排查原因,比如是不是漏记、错记,或者物料放错了位置,及时整改。
标准化记录:台账和货位卡的记录,一定要规范,物料名称、规格、单位、出入库数量、库存余额、经手人、日期,都要写全,不允许涂改、漏填,做到“有据可查、责任可追溯”,万一出了问题,能快速找到责任人。
小工厂不用搞复杂的系统,用Excel做好台账就够了,核心列包括SKU编码、产品信息、存放位置、期初库存、每日出入库、期末库存、供应商,简单实用,还能节省成本。
第四步先进先出:降低物料损耗与资金占用
先进先出(FIFO),可以说是制造企业仓库管理的“铁律”,尤其是对于有保质期、易老化、易锈蚀的物料,比如化工原料、电子元件、五金配件这些,一旦违反这个原则,不仅会导致物料过期、报废,还会增加成本、占用资金,太不划算。
很多工厂之所以物料损耗过高,就是因为搞“后进先出”——新入库的物料先用完,旧物料长期堆在仓库里,最后过期、老化报废,尤其是食品、电子行业,这种浪费更为严重,心疼又可惜。
✅ 实操要点(直接落地):
分区存放:同一种物料,不同批次要分开存放,标注好批次号和入库日期,严格按照“先入库、先出库”的顺序摆放,旧批次放前面,新批次放后面,一目了然,不容易出错。
标识标注:在物料包装或者货位卡上,一定要明确标注入库日期、批次号、保质期(如果有的话),仓管出库时,优先调取入库时间最早的批次,坚决不允许先拿新批次。
强制执行:车间领料时,仓管必须按“先进先出”的原则发料,严禁车间随意领取新批次物料;对于临近保质期的物料,比如保质期不足3个月的,要贴“预警标识”,及时通知生产部门优先使用,避免过期报废。
第五步按单发料:规范领料杜绝浪费错发
按单发料,是连接仓库与生产线的关键环节,核心就是“生产要多少、仓库发多少”,坚决杜绝“多领料、错领料、乱领料”,避免物料浪费、车间堆积,同时也能确保生产计划顺利推进。
很多工厂出现“车间物料堆积、仓库却缺货”的矛盾,就是因为发料不规范——车间凭口头通知就领料,仓管图方便随意发料,要么多领导致浪费,要么少领导致停工,得不偿失。
✅ 实操要点(直接落地):
凭单领料:车间必须提交正规的“领料单”,注明生产订单号、物料名称、规格、数量、领用部门、领用人,没有领料单,或者领料单不规范的,仓管一律不发料,别碍于情面变通,规矩必须守住。
双人核对:仓管发料时,要对照领料单,逐一核对物料名称、规格、数量,领用人在旁边一起确认,双方签字后,才能发料;发料后,还要在领料单上注明发料日期、实际发料数量,留存归档,方便后续追溯。
按需发料:严禁超额发料,要是车间因为特殊情况,确实需要超额领料,必须提交“超额领料申请”,经生产主管签字批准后,才能发料;车间当天没用完的剩余物料,必须在当天退回仓库,仓管做好退回记录,及时更新台账,不能让物料留在车间,避免丢失、损坏。
第六步循环盘点:化整为零实时掌控库存真相
很多工厂都采用“季度盘点、年度盘点”的方式,这种集中盘点,不仅需要停工停产,投入大量人力,还容易因为大家疲劳,出现盘点误差,更重要的是,一旦发现差异,很难追溯原因,只能吃哑巴亏,太不划算。
循环盘点的核心,就是“化整为零”,把庞大的盘点任务,分散到日常工作中,无缝嵌入仓库的日常作业里,不用停工,就能实时发现差异、解决差异,确保库存数据准确,这也是现在现代仓库管理的主流方式,特别实用。
✅ 实操要点(直接落地):
分类盘点:按物料ABC分类法,规划盘点频次——A类物料,就是高价值、高周转的,比如核心零部件,每周盘点1次;B类物料,中价值、中周转的,每月盘点1次;C类物料,低价值、慢周转的,比如螺丝、垫片,每季度盘点1次,不用盲目全盘,节省时间和人力。
日常盘点:仓管每天下班前,盘点当天出入库的物料,核对账卡物是否一致;每周抽盘1个品类,每月全面复盘1次,发现差异,立即排查原因,比如是不是漏记、错记,或者物料损坏、丢失,当天就调整台账,形成“盘点-排查-整改”的闭环,不拖延。
标准化流程:盘点的时候,最好安排2人一组,1人拿着台账,念物料名称、数量、位置,另1人到货架前点数,做好盘点记录,避免单人盘点出现误差;差异在5%以内的,可视为正常损耗,在台账上备注说明就行;要是差异超过5%,必须追溯近7天的出入库记录,找到根源,彻底整改,避免再犯。
第七步退废核销:清理呆滞报废释放空间资金
仓库里的不合格物料、报废物料、呆滞物料(超过3个月没使用的),如果不及时处理,不仅会占用仓库空间,还会占用企业资金,增加管理成本,相当于把钱压在一堆没用的东西上,太不划算。
退废核销的核心,就是“及时清理、规范核销、责任追溯”,把这些“无效物料”清出去,让仓库“轻装上阵”,盘活资金和空间。
✅ 实操要点(直接落地):
分类存放:不合格物料、报废物料、呆滞物料,要分别存放在专属区域,贴好清晰的标识,注明物料名称、规格、报废原因、呆滞时间,严禁和合格物料混放,避免发错料。
规范核销:报废物料,由车间或者仓管提交“报废申请”,注明报废原因、数量、价值,经质检、生产主管、财务签字批准后,才能核销;核销后,要及时更新台账,扣除对应库存,同时做好报废物料的处理记录,比如变卖、销毁,有据可查。
呆滞料处理:每月排查一次呆滞物料,对于还能复用的,及时通知生产部门优先使用,避免浪费;对于完全不能复用的,及时变卖或者销毁,释放仓库空间和资金;同时还要分析呆滞料产生的原因,比如是不是采购过量,或者生产计划变更,找到问题根源,避免再次产生呆滞料。
仓库7步落地三大实施保障
很多企业看完这些仓库管理方法,都觉得“道理都懂,但落地难”,其实核心问题就3个:没有责任到人、没有标准化流程、没有监督考核。结合我20年的实操经验,给大家3个落地建议,帮你快速打通仓库管理7步闭环,真正落地见效。
1. 责任到人:每个环节都明确负责人,比如验收入库由仓管+质检共同负责,定置存放、账卡一致、按单发料、循环盘点由仓管负责,退废核销由仓管+质检+财务负责,出现问题,直接追溯责任人,不推诿、不扯皮。
2. 标准化流程:把以上7步的实操要点,整理成《仓库管理标准化手册》,打印出来贴在仓库显眼位置,组织仓管、车间领料员集中培训,确保每个人都熟悉流程、严格执行,不凭感觉操作。
3. 监督考核:把仓库管理的关键指标,比如账实不符率、发错料率、物料损耗率,纳入仓管的绩效考核,有奖有罚,做得好就奖励,做得不好就处罚,倒逼员工规范操作,不用反复督促。
核心总结:闭环管控仓库增效降本
仓库管理没有“捷径”,只有“闭环”。验收入库把好源头,不让不合格物料流入生产线;定置存放提高效率,找货不浪费时间;账卡一致确保数据准确,为采购、生产提供支撑;先进先出减少物料损耗,降低资金占用;按单发料杜绝浪费,规范衔接生产;循环盘点掌控库存真相,及时发现问题;退废核销释放空间和资金,让仓库轻装上阵。
这7步环环相扣、缺一不可,只要严格落地执行,就能让仓库从拖企业后腿的“短板”,变成助推生产、降低成本的“助推器”,不管是中小型工厂,还是大型制造企业,都能从中受益。
部分PPT展示