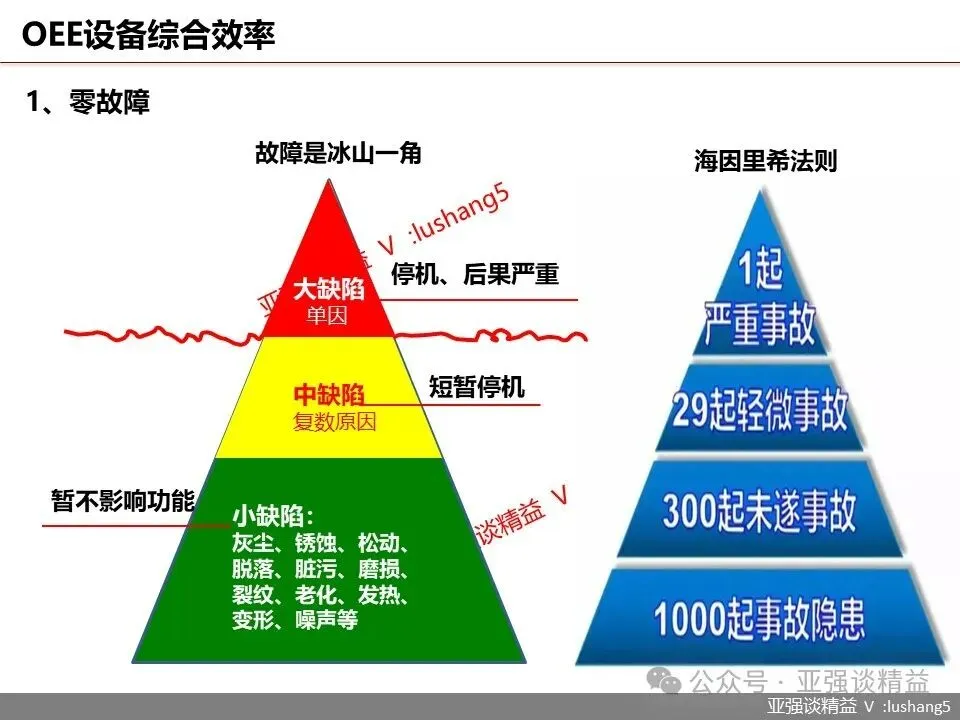
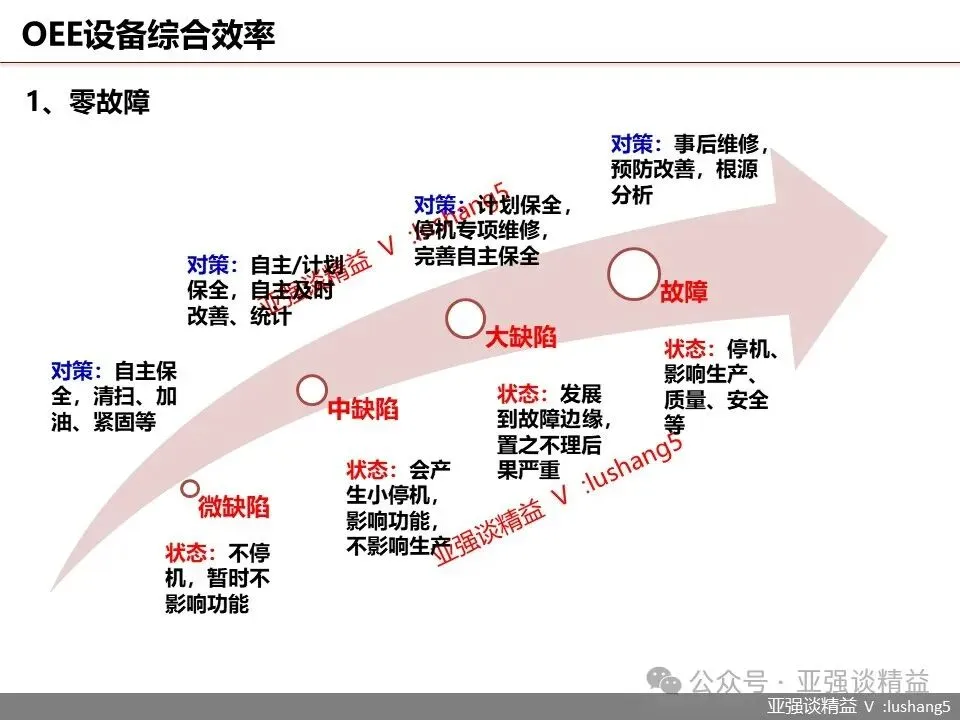
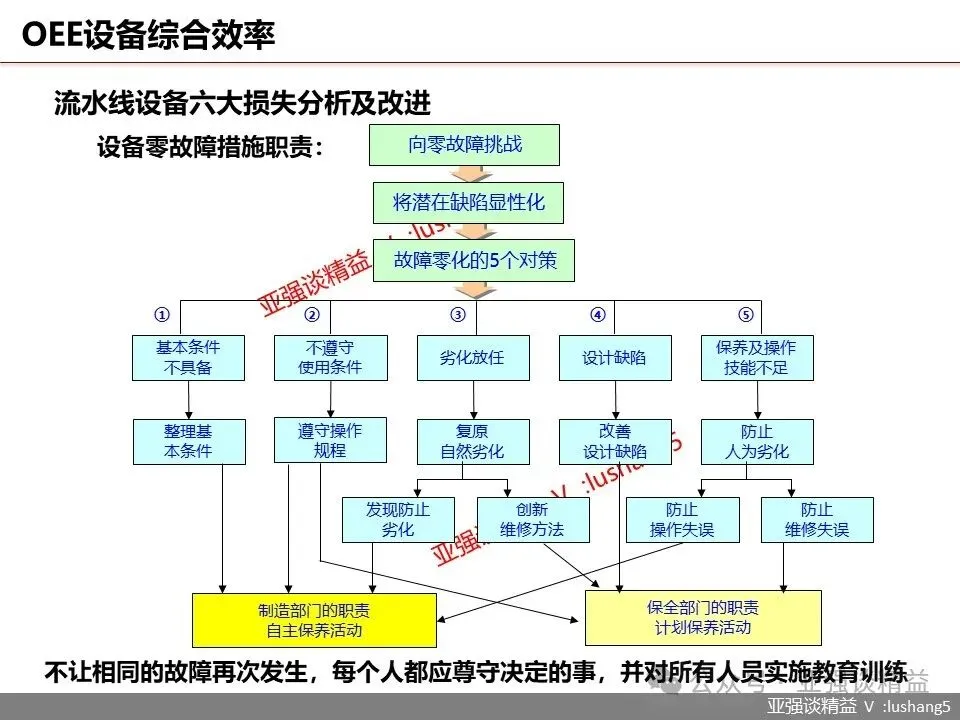
设备服务于生产,理想目标是生产过程不受设备限制,设备故障0。
一、智能制造的发展,设备成为企业的骨骼,必须做好设备效率管理,分三阶段考评:
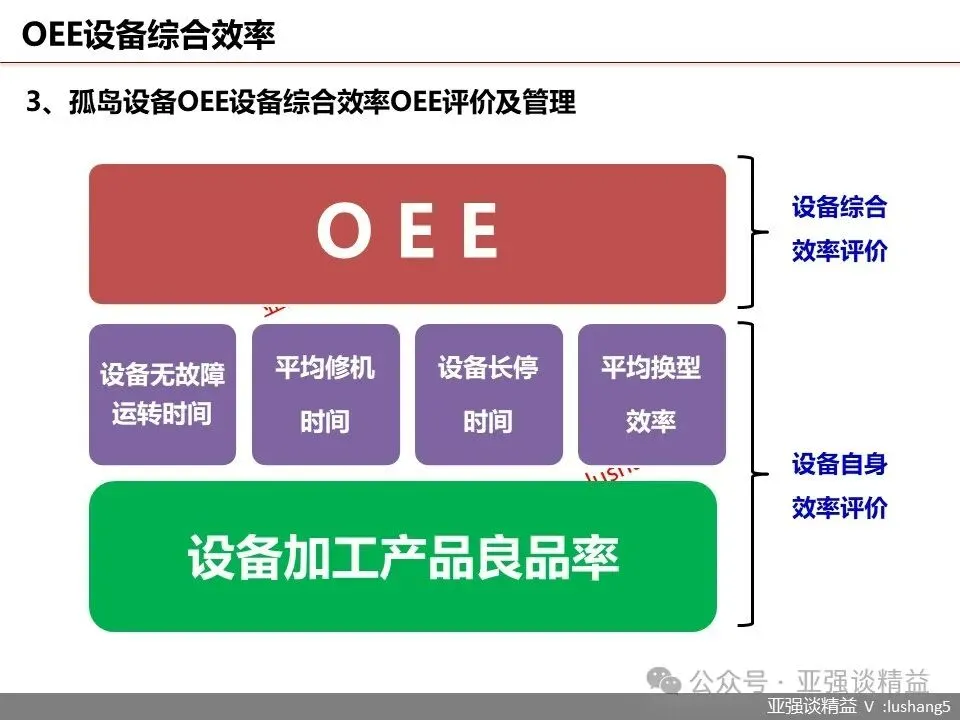
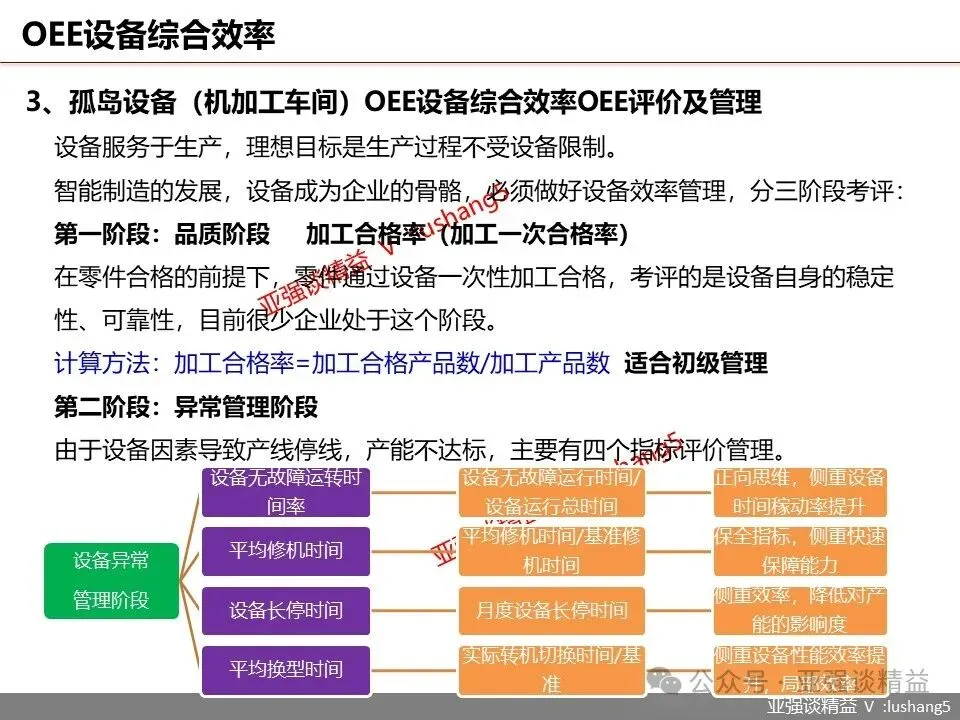
第一阶段:品质阶段 加工合格率(加工一次合格率)
在零件合格的前提下,零件通过设备一次性加工合格,考评的是设备自身的稳定性、可靠性,目前很少企业处于这个阶段。
计算方法:加工合格率=加工合格产品数/加工产品数 适合初级管理
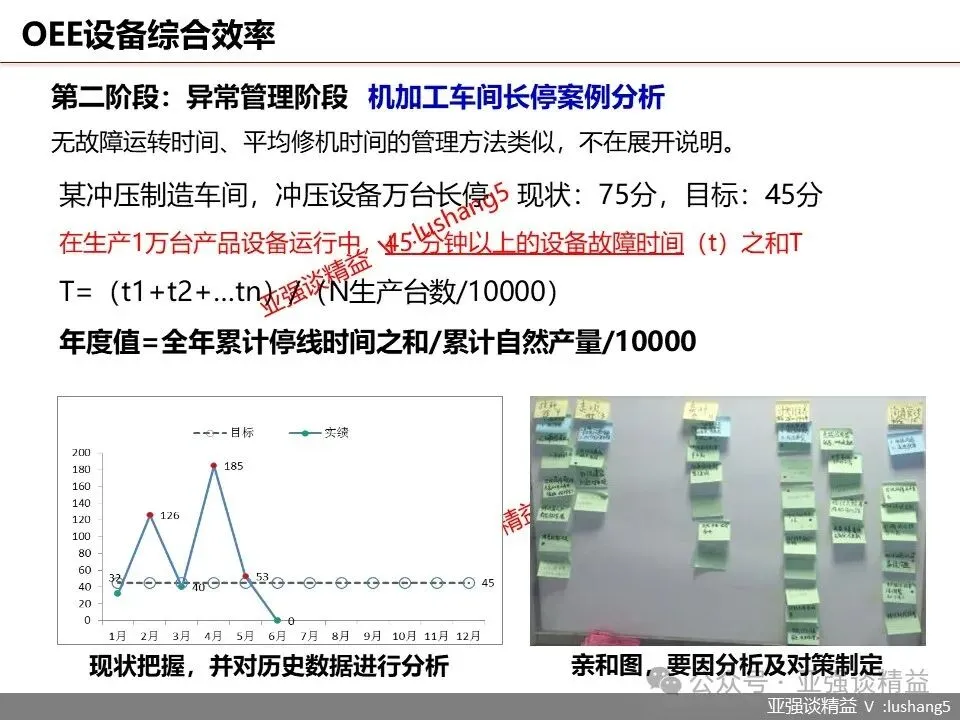
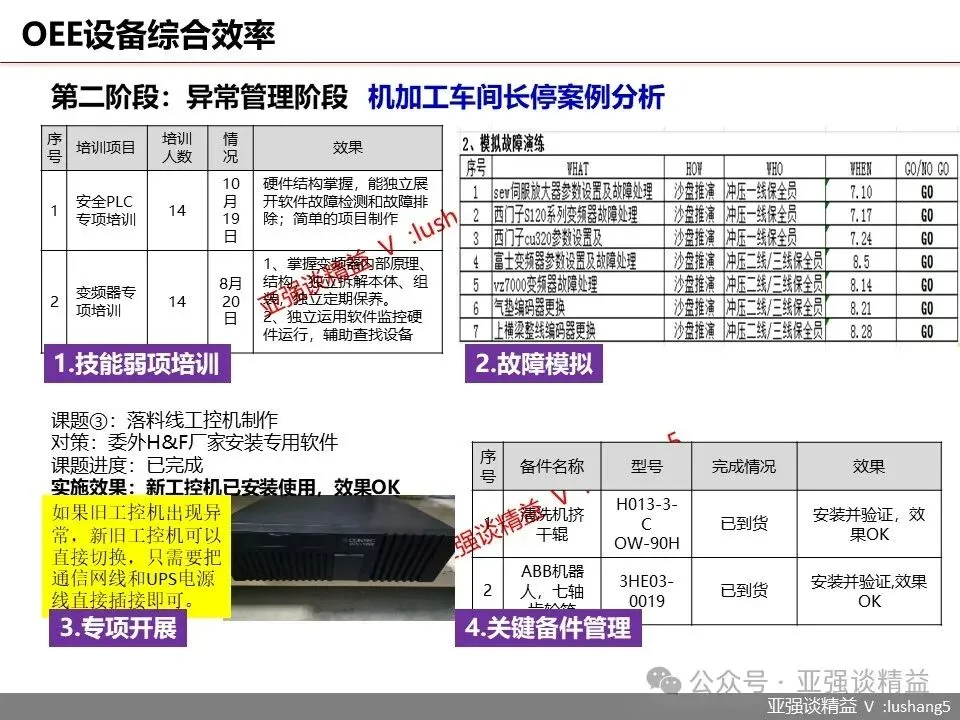
第二阶段:异常管理阶段
由于设备因素导致产线停线,产能不达标,短停次数少,故障时间少。
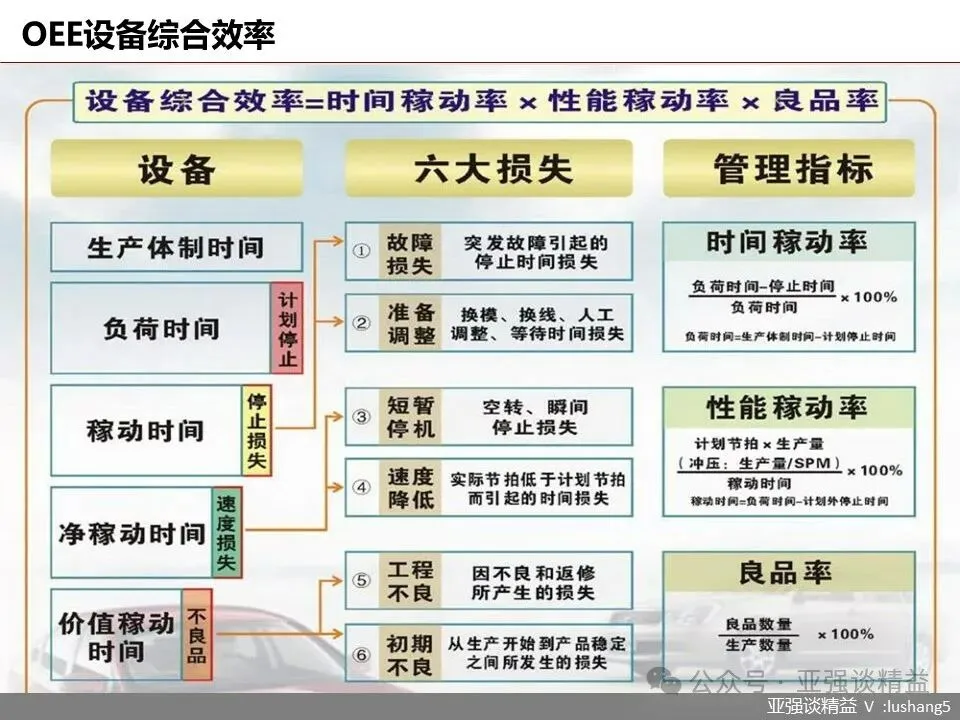
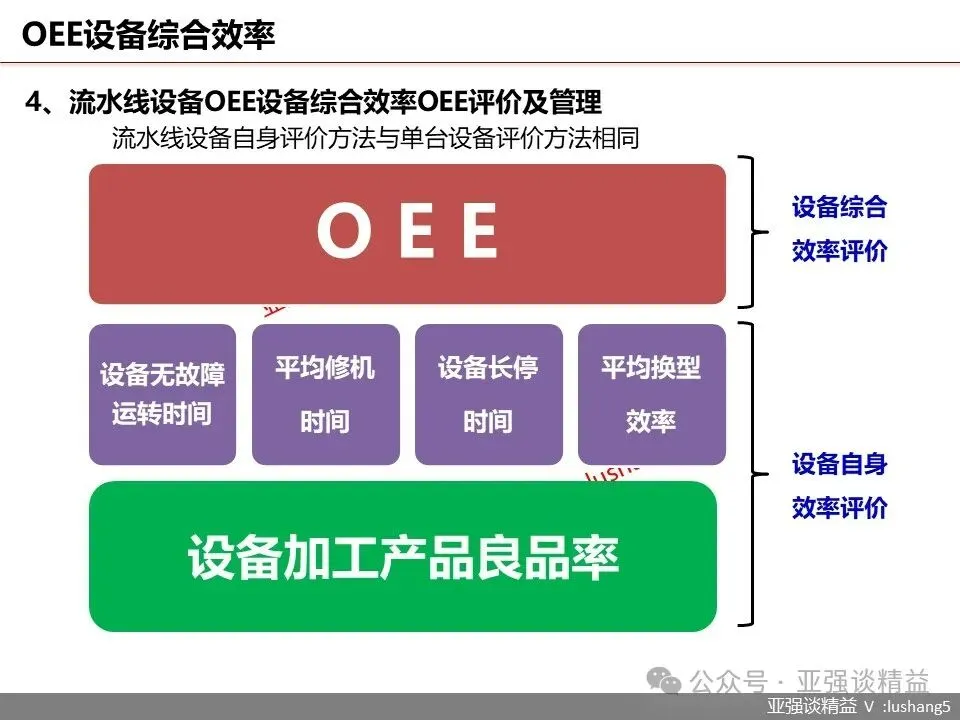
第三阶段:综合效率OEE管理阶段 Overall Equipment Effectiveness
第一第二阶段属于过程管控,第三阶段则是综合管理。
很多企业说我们OEE指标99%,实际测算可能不到80%,差异性来源大家对评价规则理解片面性。
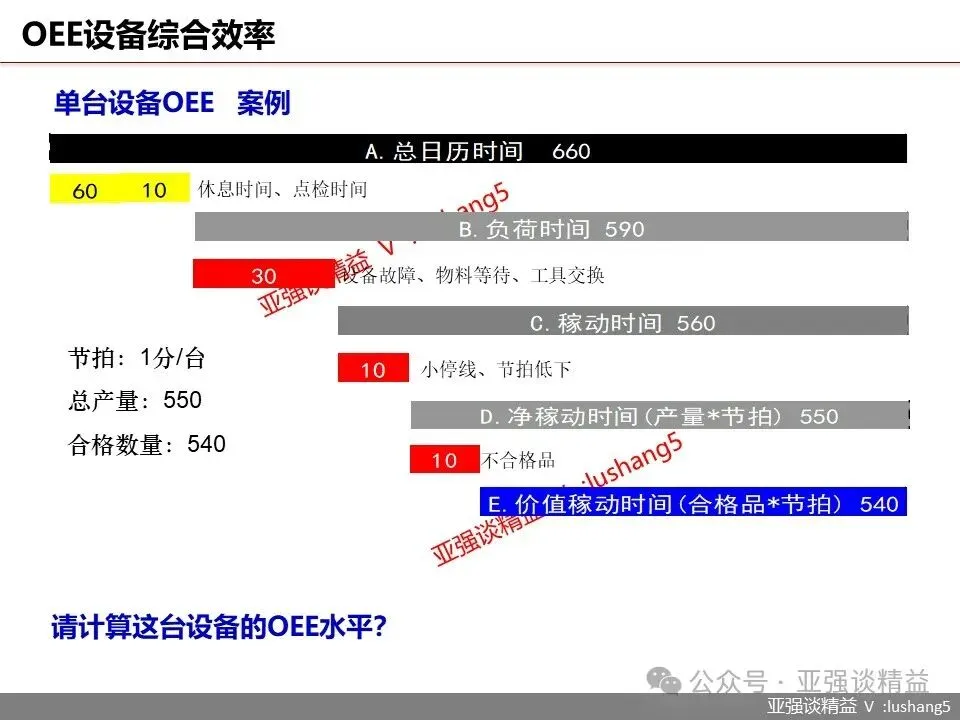
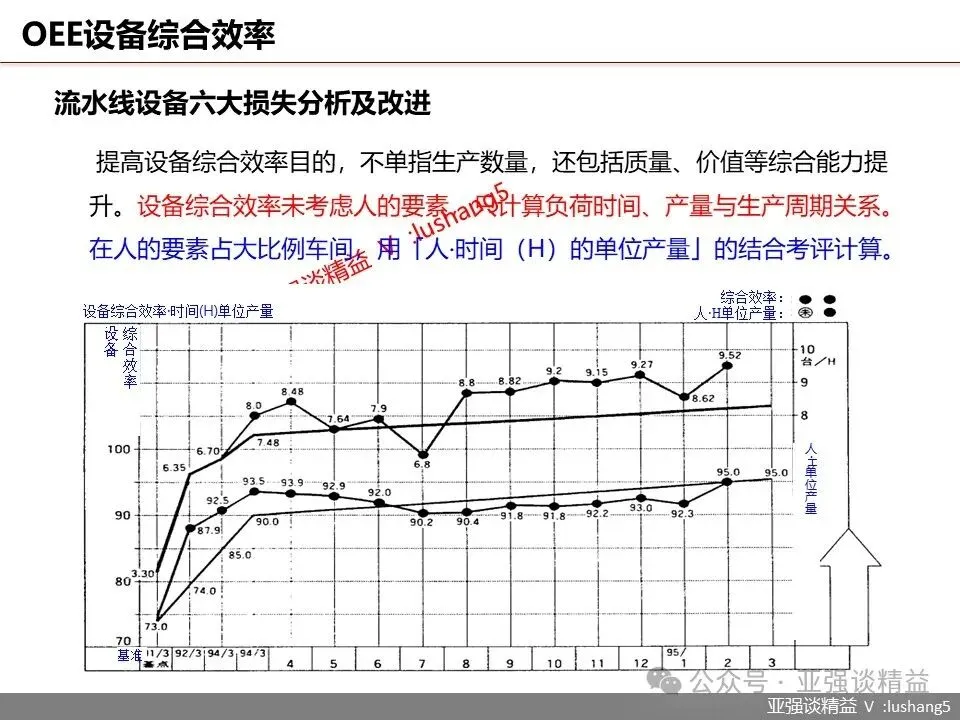
理想姿态:一个节拍对应一个产品,企业投入时间和产量是二元一次函数,线性关系。
现实情况:由于人、机、料、法、环、测等因素变化导致OEE不能100%,从而造成产能损失或生产任务不能按时完成。
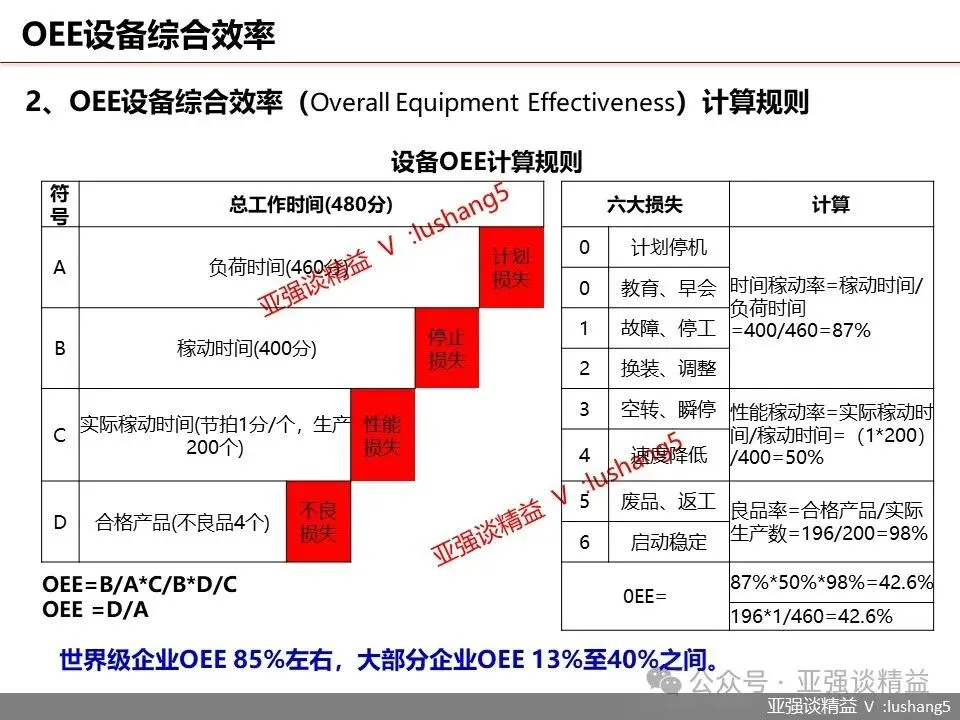
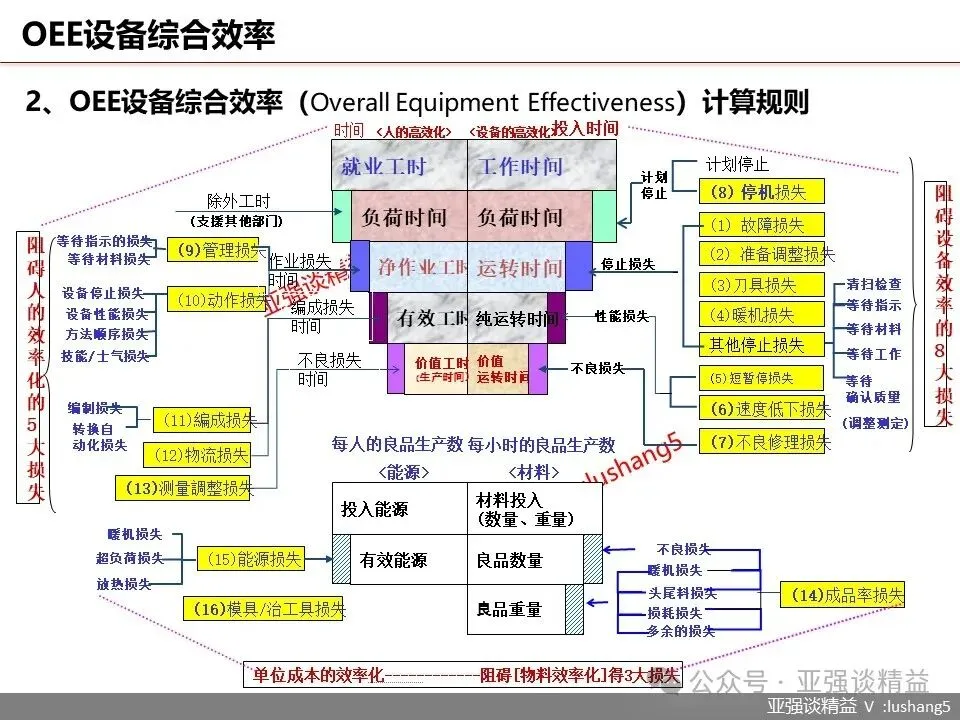
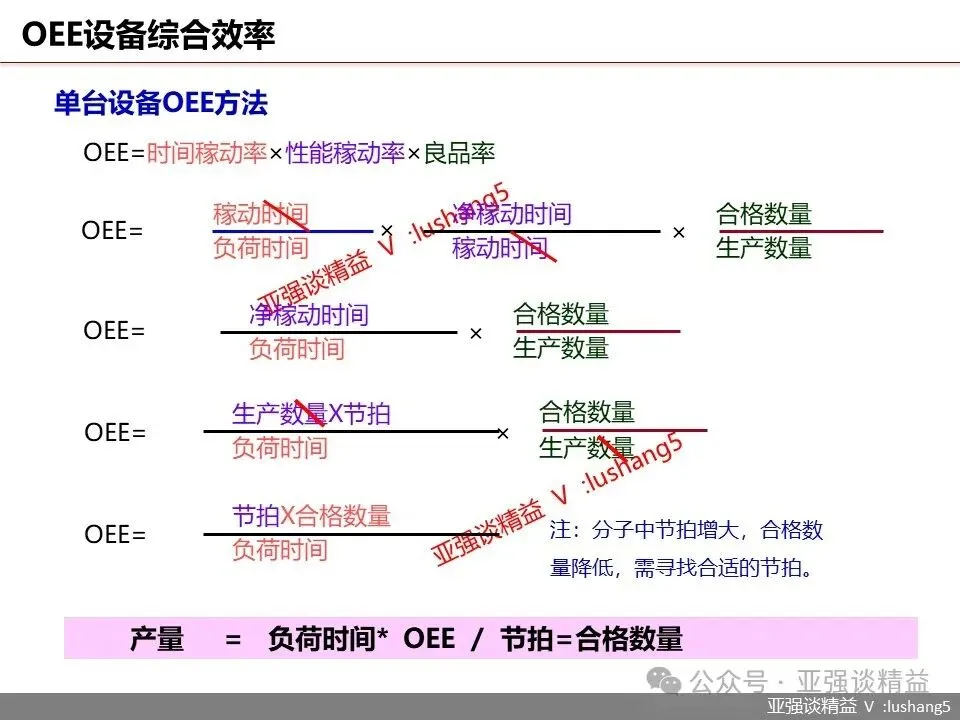
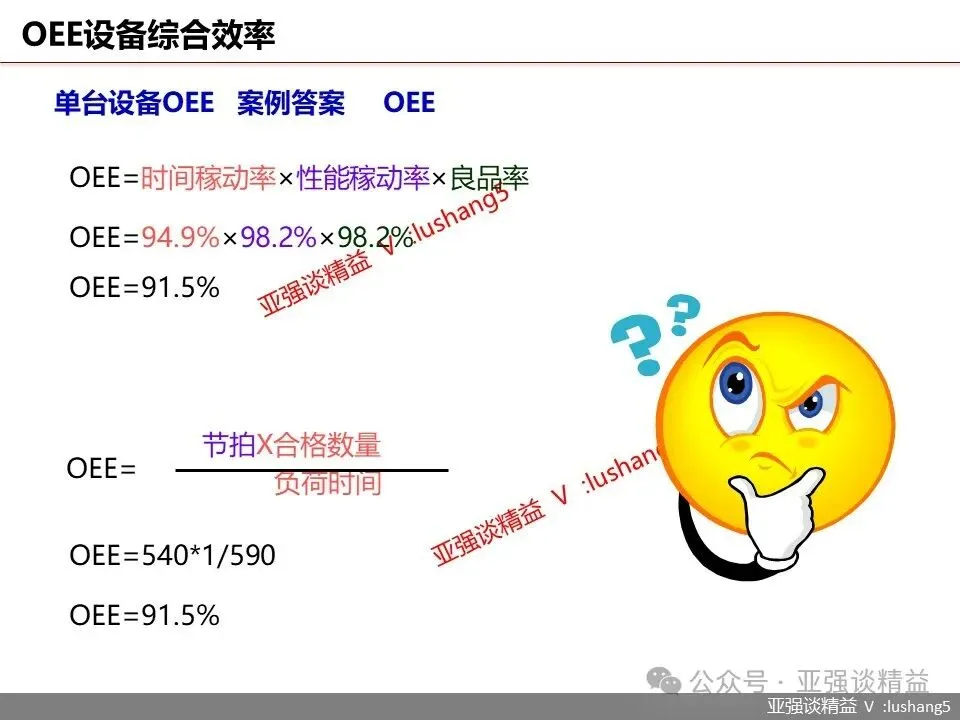
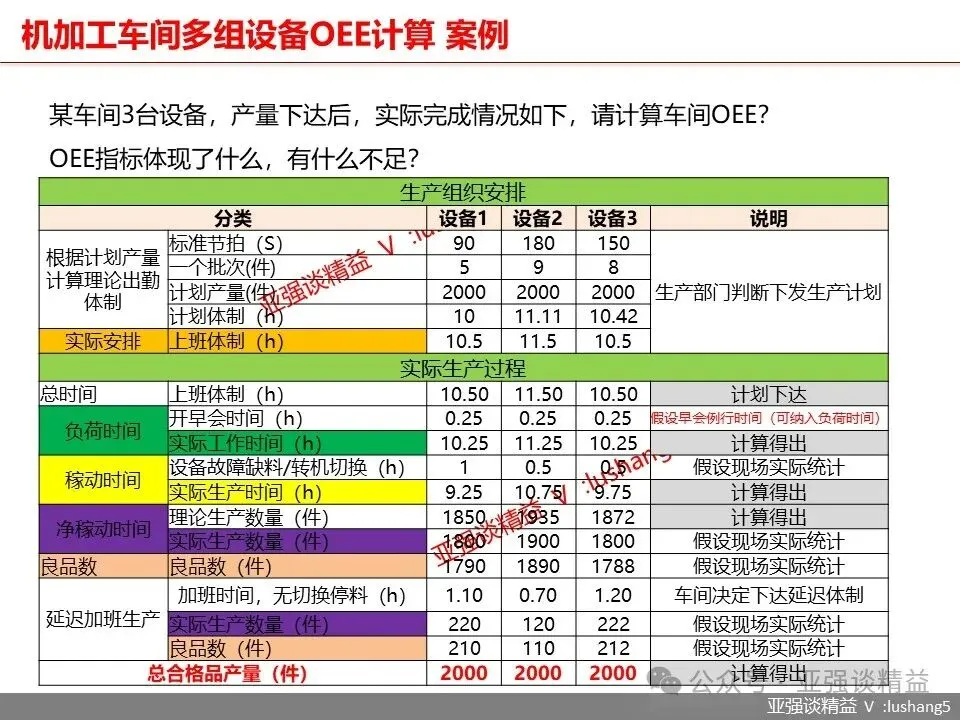
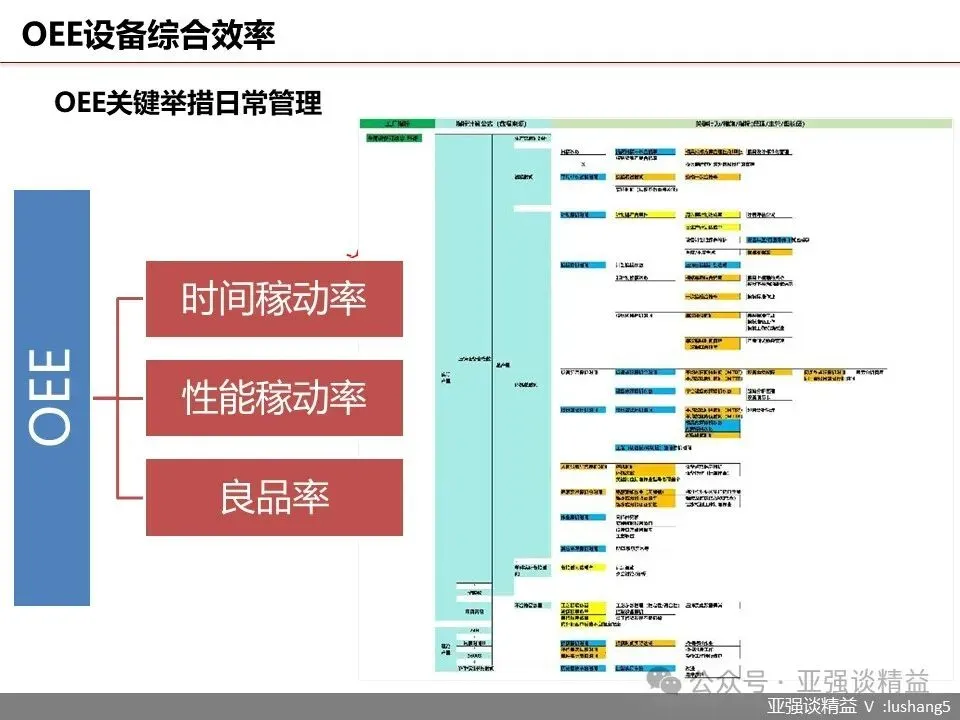
二、OEE计算方法:
1、OEE包含了车间各种因素综合起来对生产任务的整体影响;
2、设备考评局限于设备角度对生产任务造成的影响;
3、考察设备、操作、工艺造成性能降低和合格品率问题,体现全员参与关注设备的思想。
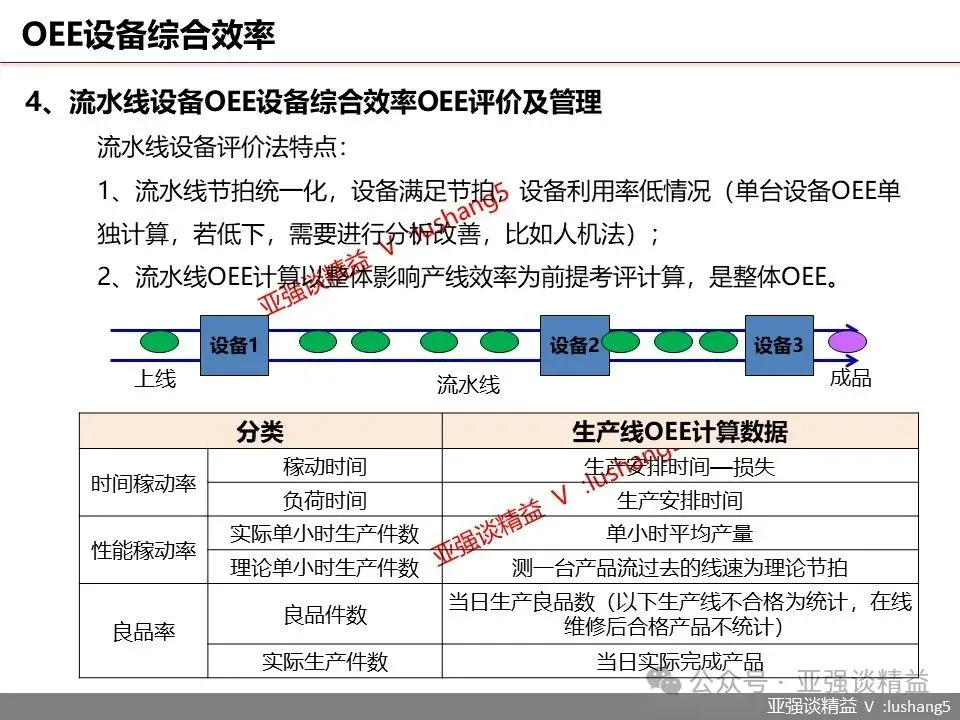
第1种情况:单件流模式,三台设备节拍一致,设备间通过流水线衔接,有少许必要的在制品库存,比如一些钣金车间,完成一件压制,机械手转移到下一台设备。 每台设备OEE=车间OEE
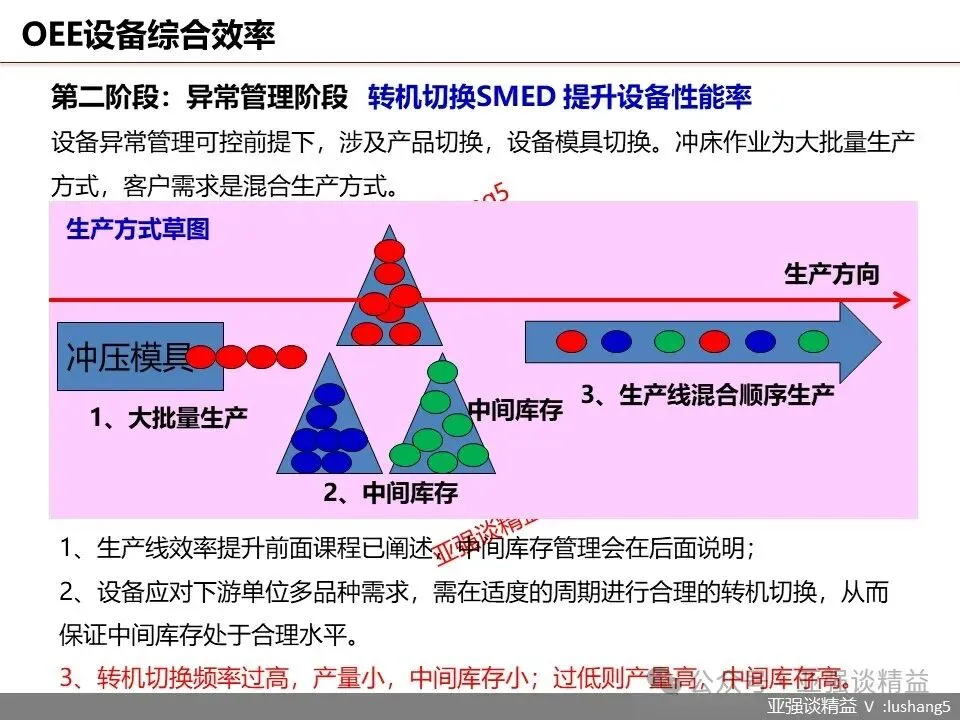
第2种情况:每台设备是批量生产、节拍不同且独立,比如冲床设备。此时设备与设备之间产生库存,需要计算最大最小安全库存,在制品库存最小情况是效率考评指标的要求(物料指标体系详讲),和OEE无直接关系。
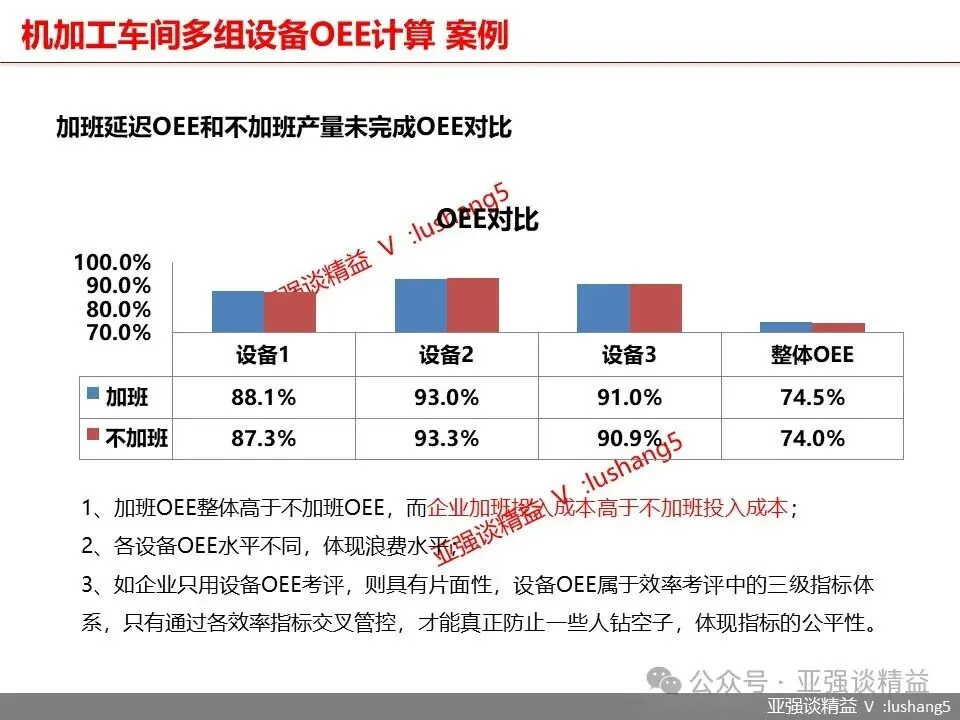
车间OEE计算:车间OEE=瓶颈设备OEE或整体计算(计划产量及负荷时间相同)
1)若产量不同,负荷时间相同
,设备OEE分别计算且结果不同,需改善;
2)若产量相同,负荷时间不同。车间OEE=设备1OEE*设备2OEE*设备3OEE
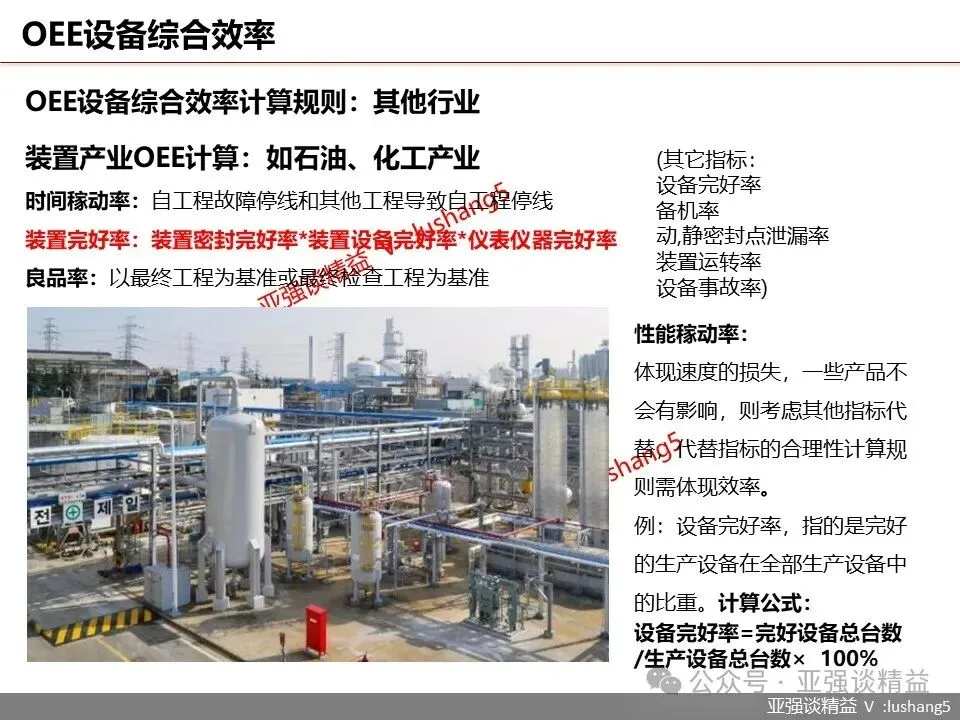
第三种情况:装置产业OEE计算:如石油、化工产业
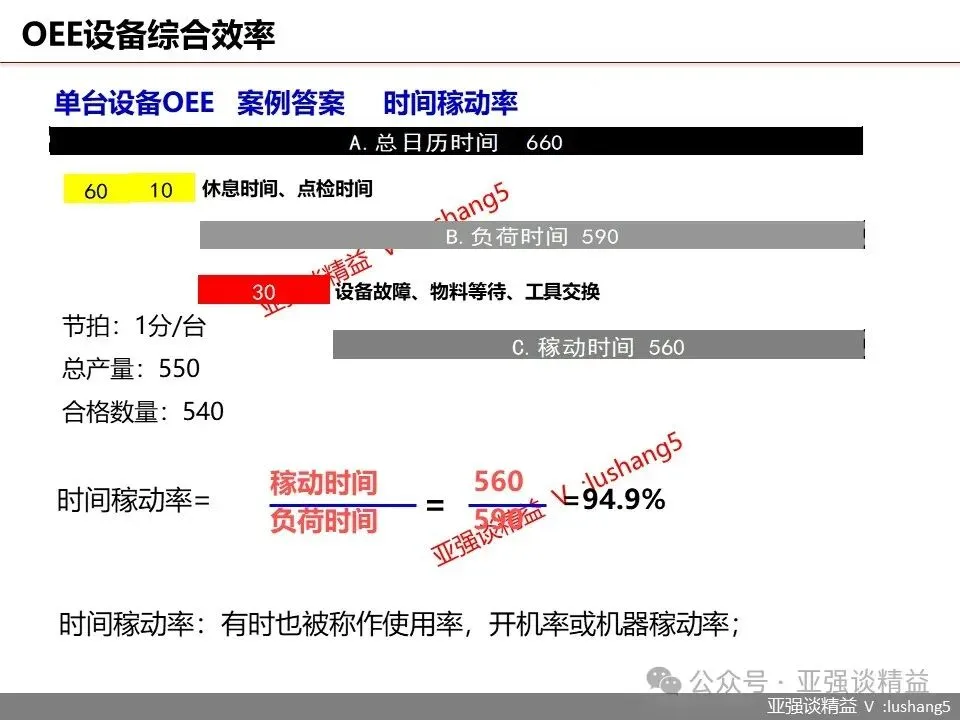
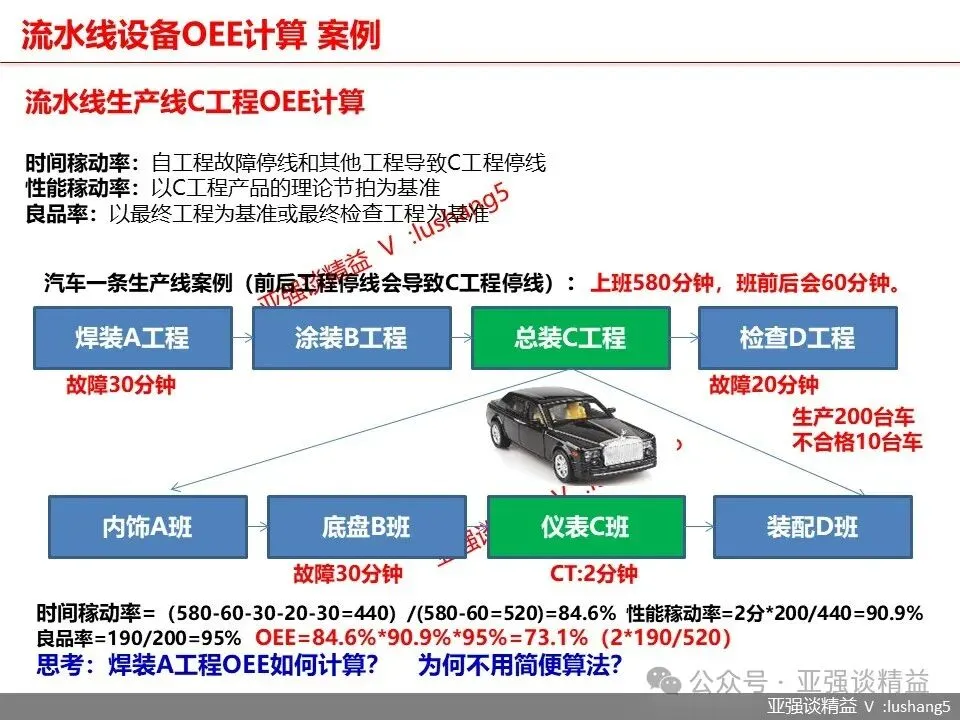
时间稼动率:自工程故障停线和其他工程导致自工程停线
装置完好率:装置密封完好率*装置设备完好率*仪表仪器完好率
良品率:以最终工程为基准或最终检查工程为基准
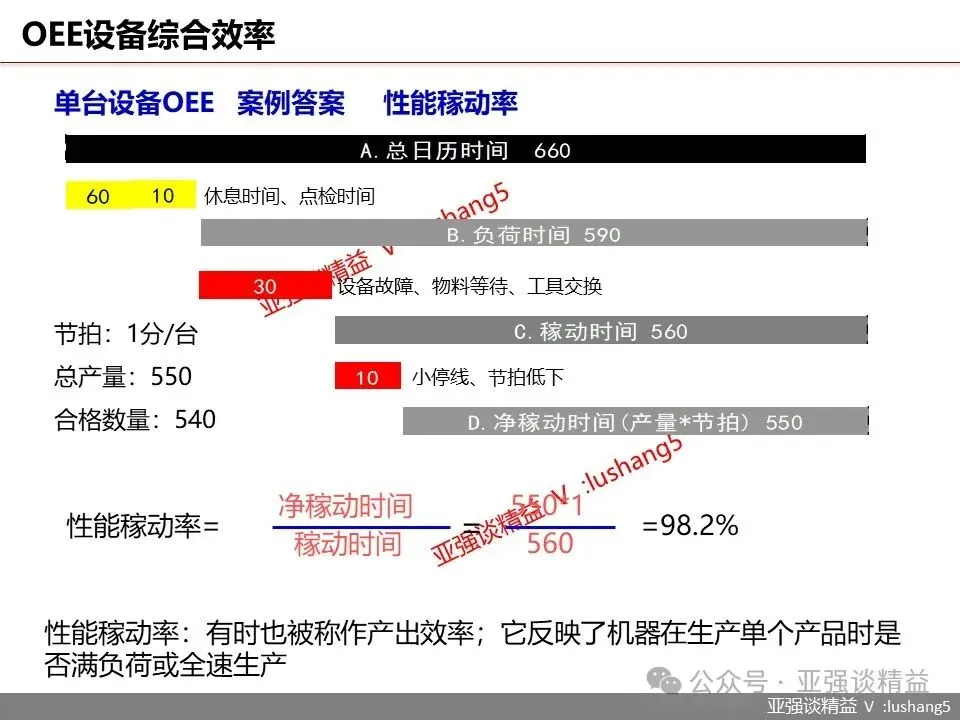
性能稼动率:体现速度的损失,一些产品不会有影响,则考虑其他指标代替,代替指标的合理性计算规则需体现效率。
例:设备完好率,指的是完好的生产设备在全部生产设备中的比重。计算公式:设备完好率=完好设备总台数/生产设备总台数× 100%
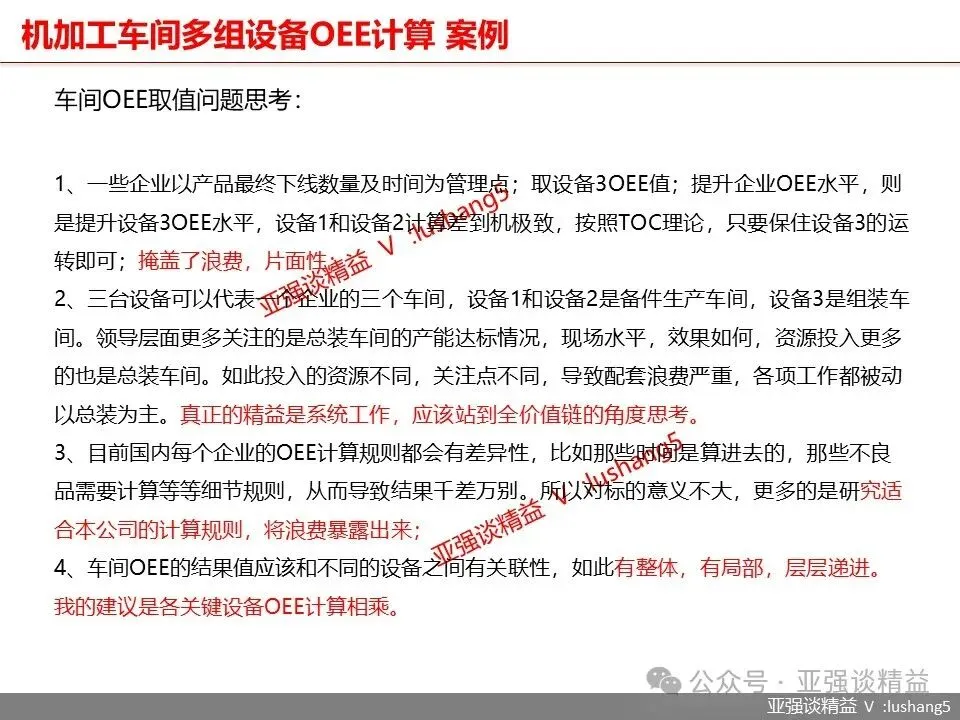
三、车间OEE取值问题思考:
1、一些企业以产品最终下线数量及时间为管理点;取设备3OEE值;提升企业OEE水平,则是提升设备3OEE水平,设备1和设备2计算差到机极致,按照TOC理论,只要保住设备3的运转即可;掩盖了浪费,片面性;
2、三台设备可以代表一个企业的三个车间,设备1和设备2是备件生产车间,设备3是组装车间。领导层面更多关注的是总装车间的产能达标情况,现场水平,效果如何,资源投入更多的也是总装车间。如此投入的资源不同,关注点不同,导致配套浪费严重,各项工作都被动以总装为主。真正的精益是系统工作,应该站到全价值链的角度思考。
3、目前国内每个企业的OEE计算规则都会有差异性,比如那些时间是算进去的,那些不良品需要计算等等细节规则,从而导致结果千差万别。所以对标的意义不大,更多的是研究适合本公司的计算规则,将浪费暴露出来;
4、车间OEE的结果值应该和不同的设备之间有关联性,如此有整体,有局部,层层递进。
我的建议是各关键设备OEE计算相乘。